{kind=link}
{kind=link}
{kind=link}

O parque industrial brasileiro possui centenas de caldeiras de grande porte que se destinam à produção de vapor, usado para geração de energia e/ou para uso em utilidades do próprio processo industrial. As caldeiras podem ainda fazer parte do processo de produção, como no caso das caldeiras de recuperação de álcalis do processo kraft na indústria de papel e celulose.
O Brasil possui um dos parques mais modernos do mundo, com caldeiras que operam a altas pressões, que chegam a 200 kgf/cm², temperaturas de vapor superaquecido que superam os 600°C e geração de vapor acima de 1200 ton/h, graças ao avanço da tecnologia dos materiais e dos processos de fabricação.

As caldeiras podem ser classificadas de diferentes formas, sendo a mais usual pelo tipo de combustível utilizado, sendo os mais comuns: biomassa, carvão, licor preto, óleo ou gases combustíveis. Existem ainda as caldeiras de recuperação de calor, que não possuem fornalha, como as HRSG de ciclo combinado ou que utilizam o calor proveniente de fornos, incineradores, geradores, água de refrigeração e outros. Outra forma de classificação é em relação à circulação dos produtos de combustão, sendo que nas flamotubulares os gases circulam no interior dos tubos e nas aquatubulares a água a ser vaporizada circula pelos tubos, sendo o último o modelo adotado em caldeiras de grande porte. Há ainda as caldeiras mistas, que mesclam os dois conceitos no mesmo equipamento.
Ao longo do tempo esses gigantes acumulam danos, seja no lado água/vapor (steam-side) ou no lado gás (fire-side), que podem resultar em vazamentos. O vazamento, além de afetar a disponibilidade do ativo, pode colocar em risco a segurança das pessoas e instalações em caso de contato com as altas temperaturas e pressão da água/vapor. Há casos específicos, como em caldeiras de recuperação de álcalis, em que o contato água/smelt desencadeia reações exotérmicas muito violentas, podendo causar graves acidentes e danos de grandes proporções na infraestrutura.
Diferentemente do que uma primeira análise possa revelar, a inspeção e avaliação de integridade desses equipamentos é algo complexo. Cada caldeira é única, com uma operação particular e seus vícios de projeto, fabricação ou montagem, que precisam ser minuciosamente avaliados pela equipe de inspeção. Defeitos da ordem de 1 mm de comprimento precisam ser identificados em equipamentos com milhares de m² de tubos, com dimensões muito superiores a prédios com 15, 20, 25 andares. Tudo isso durante paradas gerais de manutenção que chegam a durar horas, em que chegam a ser realizadas mais de 20.000 medições de espessura por ultrassom, por exemplo.
A atuação do ISQ em avaliação integridade de caldeiras data do início dos anos 80, quando foi integrado a diversos projetos europeus relacionados ao desenvolvimento de novos materiais para serviço em alta temperatura, novas tecnologias de inspeção e o desenvolvimento de metodologias para avaliação de integridade de plantas industriais, em que se destacam os seguintes projetos:
- Novos Materiais para Serviço em Alta Temperatura (COST 501, NewCrMo steels)
- ENDs – Ensaios Não Destrutivos
- Mistral – “Multisensor Inspection System for Components”
- Raysquins -”Development of a Portable Remote Realtime Radioscopy System for Quantitative Industrial Inspection of Steel Pipes and Weldings”
- Amass -“Advanced Maintenance Advisory Surveillance System”
- Condition and Remnant Life Assessment
- Vida – “Lifetime management of heavy section industrial plant”
- ”Concerted Action in Life Assessment of Industrial Components”
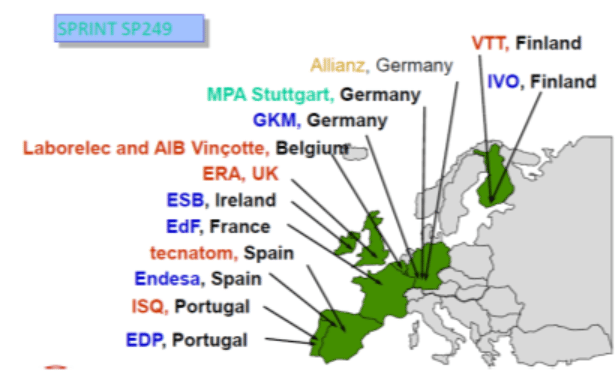
- SPRINT SP249 – ”Implementation of Power Plant Management Technology using a Knowledge – Based System”
É importante ressaltar que o SPRINT SP249, cujos parceiros são ilustrados na figura abaixo, teve grande impacto nas atividades do ISQ em Termelétricas, porque várias Guidelines e metodologias foram desenvolvidas, incluindo métodos para metalografia, métodos para medição de temperatura off-line, testes pós exposição, padronização de banco de dados de materiais, métodos de reparo, métodos de medição de trincas, métodos probabilísticos e avaliação de defeitos.
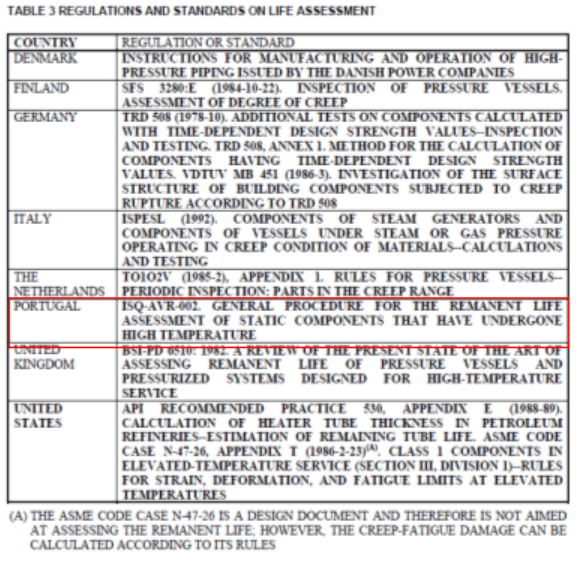
Além disso, um dos resultados da participação do ISQ no SPRINT SP249 foi a publicação na seção Condition and Life Assessment do ASM Metals Handbook (Vol. 19 – Fatigue and Fracture, pp.476-478) como mostrado abaixo:
OS MECANISMOS DE DANO
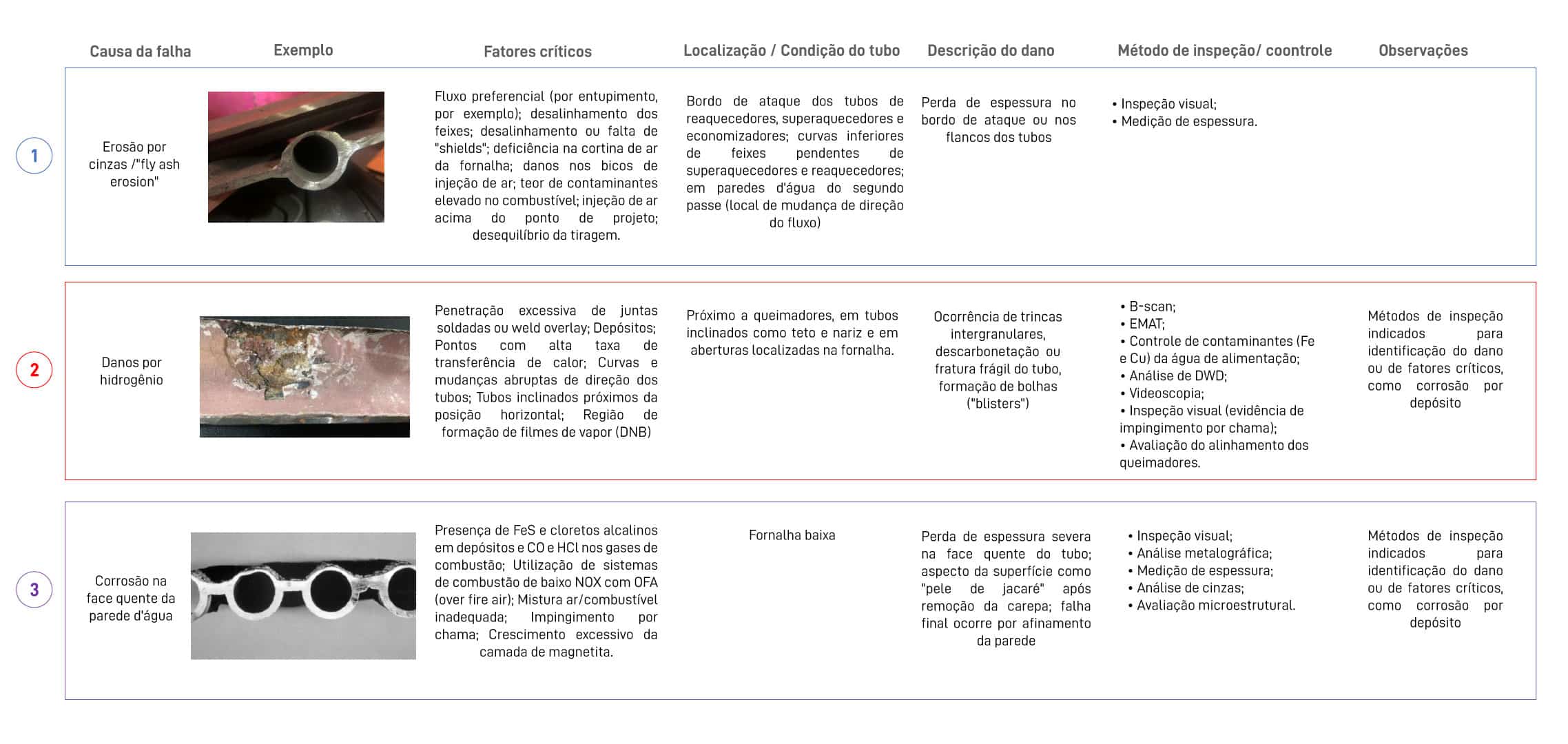
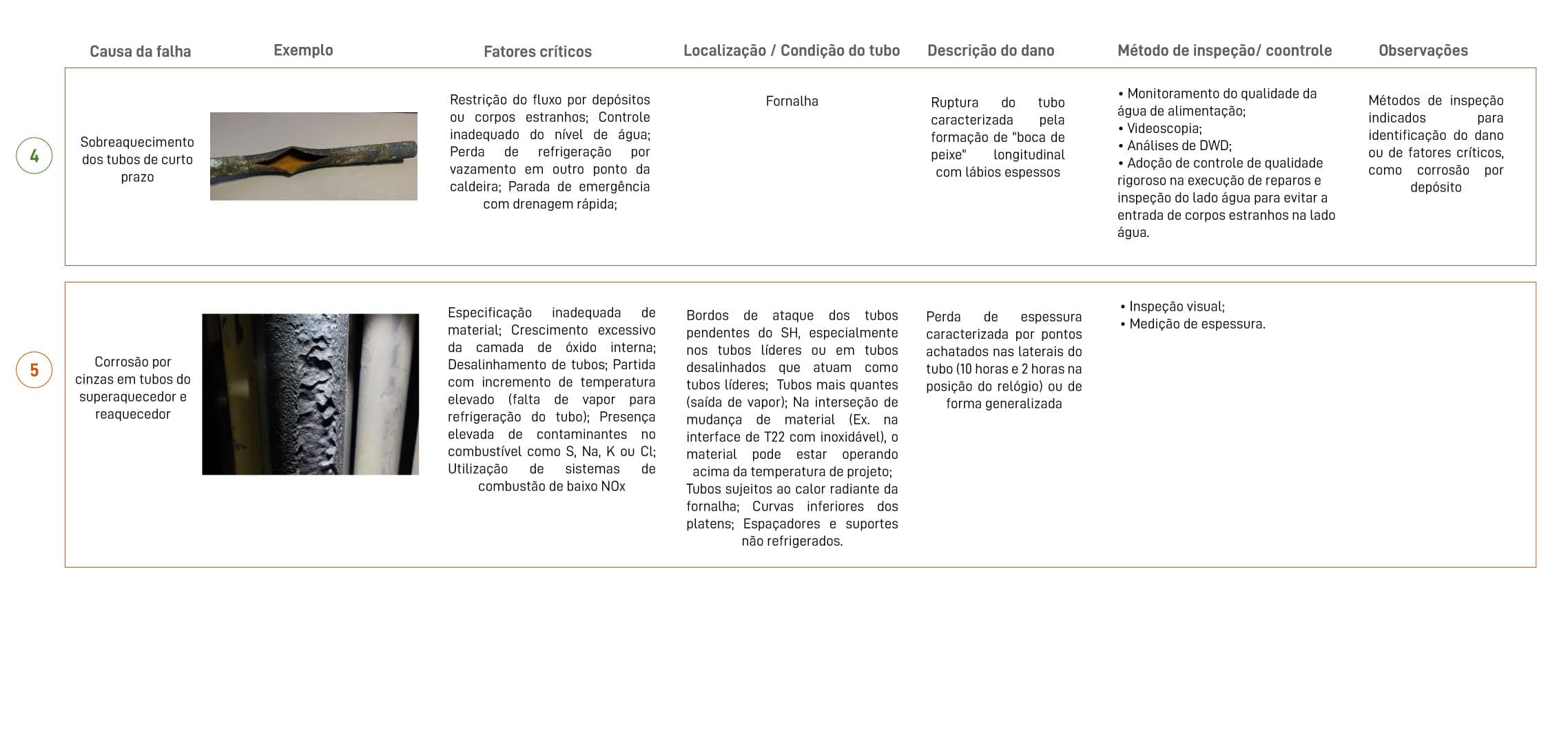
Mas afinal, como a identificação de defeitos tão pequenos é possível? O ponto de partida é a identificação da susceptibilidade de cada um dos componentes a um determinado mecanismo de dano, que é um processo mecânico, químico ou físico que resulta na degradação da capacidade de um determinado componente de suportar os esforços para o qual foi projetado, que se manifesta na forma de pitting, perda de espessura ou trincamento.
Para que um determinado mecanismo de dano se manifeste é necessário que ocorra uma combinação de variáveis do meio com o material do componente, os fatores críticos, necessários para desencadear a ocorrência de um fenômeno físico-químico que resulte na degradação do material. A temperatura e pressão de trabalho, nível e teor de contaminantes do lado água ou lado gás, as características do escoamento (laminar, turbulento, monofásico ou bifásico), a ocorrência de vibrações e outros esforços mecânicos podem se combinar das mais diversas formas, produzindo esses danos. Como exemplo, pode-se citar a corrosão que pode ocorrer no lado gás dos economizadores de uma caldeira (cold end corrosion) devido à condensação de ácido sulfúrico. Os fatores críticos nesse caso são a presença de óxidos de enxofre e vapor de água no gás de queima, que são inerentes ao processo, e uma temperatura de pele dos tubos abaixo do ponto de orvalho do ácido sulfúrico, algo que pode ser evitado por um projeto e operação adequados. Já em componentes que operam a alta temperatura, a preocupação passa a ser a oxidação, o envelhecimento microestrutural, com perda de dureza e resistência mecânica por precipitação dos carbonetos nos contornos de grão do material e fluência. É por isso que em superaquecedores, cuja temperatura pode chegar a 600°, são utilizados materiais com elevado teor de Cr, que aumenta a resistência à oxidação e adições de Mo e Va, que aumentam a resistência à fluência e à precipitação de carbonetos respectivamente.



OS MÉTODOS DE DETECÇÃO E DIMENSIONAMENTO
Uma vez determinada a susceptibilidade de um determinado componente a um determinado dano, o segundo passo é identificar a técnica de inspeção com maior efetividade para sua detecção e dimensionamento. Basicamente para isso é necessário saber se o dano ocorre do lado água (sem acesso visual) ou do lado gás (geralmente com acesso visual), como se manifesta, se é do tipo pitting, trincamento ou perda de espessura, se ocorre no metal base ou no cordão de solda, a condição do acesso, a área a ser inspecionada e produtividade necessária.
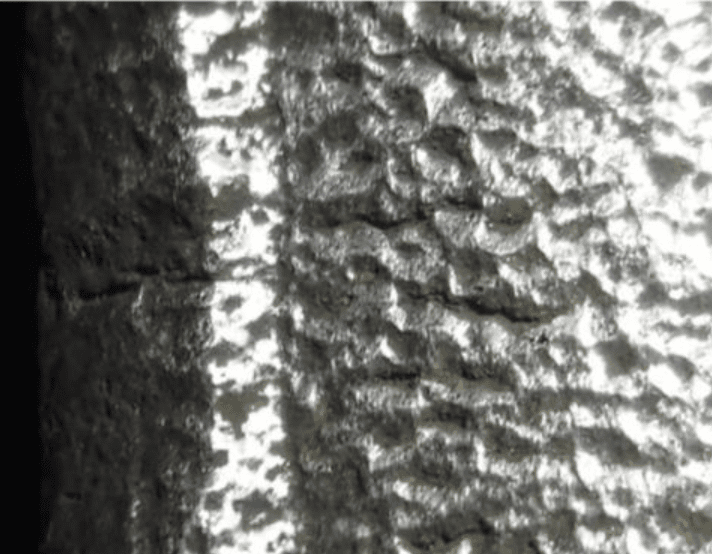
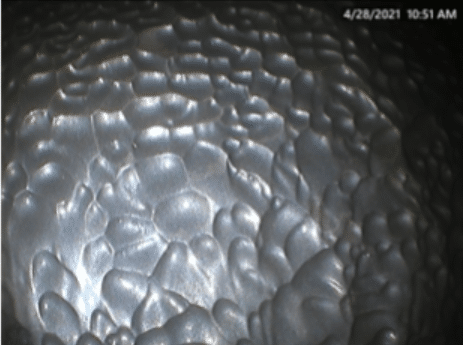
A inspeção visual é de longe a mais importante e permite identificar uma vasta variedade de danos externos e até inferir sobre eventuais danos internos, pela observação de mudança de coloração e forma dos componentes. Já os ensaios não destrutivos são aplicados para detecção de danos em locais sem acesso visual, detecção de trincas muito pequenas (tipicamente a partir de 2mm) e para avaliação de perda de espessura. Para detecção de trincas superficiais são utilizados os ensaios convencionais como líquidos penetrantes, partículas magnéticas e, mais recentemente, as técnicas eletromagnéticas não convencionais, principalmente com a tecnologia array, que permitem uma inspeção com alta resolução e produtividade. Já para trincas superficiais internas e embebidas, sem acesso, normalmente são empregadas técnicas ultrassônicas, embora as técnicas eletromagnéticas tenham ganhado cada vez mais espaço devido aos avanços tecnológicos recentes. Há também o recurso da videoscopia, muito utilizada para inspeção interna de tubos para detecção de áreas de acúmulo de depósito e para detecção de corrosão acelerada pelo fluxo, principalmente em economizadores.
Ao nível da microestrutura, normalmente são realizadas análises metalográficas com a utilização de réplica metalográfica, técnica não destrutiva, associada a ensaios de medição de dureza em campo em componentes que operam a alta temperatura. Dessa forma é possível estabelecer comparações qualitativas sobre a evolução microestrutural e a eventual redução da resistência do componente. A análise metalográfica é fundamental, inclusive, para calibração/validação das metodologias de cálculo de fração de vida consumida em fluência.
Além dessas técnicas, tem se tornado comum a utilização de técnicas de captura de realidade com scanners 3D capazes de registrar com alta precisão empenamentos em painéis de paredes d’água, superaquecedores e outros componentes e o registro em ortofoto em alta resolução, de modo que seja possível ao usuário “navegar” pelo interior do equipamento em um ambiente virtual, com diversas aplicações possíveis.
A tabela 1 apresenta alguns mecanismos de dano existentes, os fatores críticos e como se manifestam em uma caldeira a carvão.


OPERAR, REPARAR OU SUBSTITUIR?
Uma vez detectado e dimensionado o dano, este precisa ser avaliado quanto a sua criticidade. Como se trata de uma inspeção em serviço, nem sempre os critérios de aceitação dos códigos de construção são aplicáveis, cabendo o julgamento do engenheiro de inspeção, da aplicação das diretrizes dos post construction codes e RAGAGEPs (Recognized and Generally Accepted Good Engineering Practices), como os documentos emitidos por instituições como EPRI, BLRBAC, TAPPI, WRC, National Board (NB 23), ASME (FFS-1, PCC2), EN 12953-3 e a BS7910.
Tipicamente, trincas superficiais devem ser sempre removidas e componentes com espessuras abaixo da mínima recomendada devem ser substituídos ou, em alguns casos, recomposta por weld build up. As decisões sempre devem ser tomadas pensando na tendência de evolução do dano até a próxima inspeção, que pode ocorrer em até 24 meses dependendo da caldeira. Portanto, é extremamente importante, por exemplo, a determinação das taxas de corrosão de cada um dos componentes, o que é desafiador por diversas razões, sejam elas: variabilidade operacional, variação dos contaminantes do combustível e registros de inspeções anteriores deficientes. Por isso, nem sempre é possível determinar com precisão esses valores, necessitando de algumas inspeções para que um banco de dados minimamente confiável seja estabelecido.
Identificada a necessidade de reparo é importante considerar que este deve ocorrer da forma mais rápida possível para não impactar o tempo da parada, em uma condição de campo, com uma certa limitação de recursos. Para tanto, é fundamental o conhecimento aprofundado do engenheiro de inspeção nos processos de soldagem, materiais, projeto e fabricação, além da experiência em soldas de manutenção de caldeiras, do projeto em si da caldeira em questão e de todos as boas práticas já aqui mencionadas. Todas as intervenções devem ser adequadamente inspecionadas e documentada, mediante um rigoroso programa de garantia e controle de qualidade (QA/QC).
Os avanços tecnológicos sempre adicionam incertezas e condições operacionais nunca observadas, que frequentemente exigem um julgamento de engenharia para um diagnóstico e reparação adequados. Um exemplo disso foi o desenvolvimento dos aços grau 91 pela então
Combustion Engineering, hoje Alstom, em meados da década de 70, sendo incorporado ao código ASME em 1983. Com alta resistência à fluência e boa tenacidade, se mostrava um excelente material para aplicação a altas temperaturas, sendo usado largamente na fabricação de superaquecedores de caldeiras. No entanto, diversas falhas prematuras foram relatadas, associadas a trincas de reaquecimento em soldas (reheat cracks), que demandaram uma revisão completa dos procedimentos de soldagem e inspeção. Também foram observadas falhas decorrentes do crescimento elevado da camada de óxido interna, dificultando a troca térmica com o vapor e, consequentemente, a aceleração do dano à fluência ou colapso por superaquecimento de curto prazo.
AVALIAÇÃO DE VIDA ÚTIL REMANESCENTE
Três processos que podem ocorrer simultaneamente controlam, tipicamente, a vida útil dos tubos de uma caldeira: corrosão pelo lado do gás (fire-side corrosion), lado vapor (steam-side corrosion) e fluência (creep). Ambos os processos de corrosão levam a um aumento da tensão atuante pela perda progressiva de seção resistente. O produto de corrosão no lado vapor (magnetita ou, em temperaturas mais elevadas, wüstita) atua como isolante na parede do tubo em relação ao vapor, causando progressivo aumento da temperatura. Dependendo da faixa de temperatura, a vida útil do tubo é governada tanto por fluência (associação do tempo, tensão atuante e temperatura) quanto por colapso, quando a tensão atuante atinge o limite de resistência do material.
A predição de vida útil para os tubos de caldeira depende dos dados de projeto e operacionais, o que inclui a determinação das taxas de corrosão e informações precisas sobre as propriedades dos materiais.
A metodologia normalmente utilizada para a avaliação de componentes que operam em regime de fluência é baseada no procedimento descrito no API 579, part 10, que é baseado na relação entre a tensão atuante e o parâmetro de Larson-Miller (LMP), que determina o dano acumulado em fluência, conforme apresentado na figura abaixo:
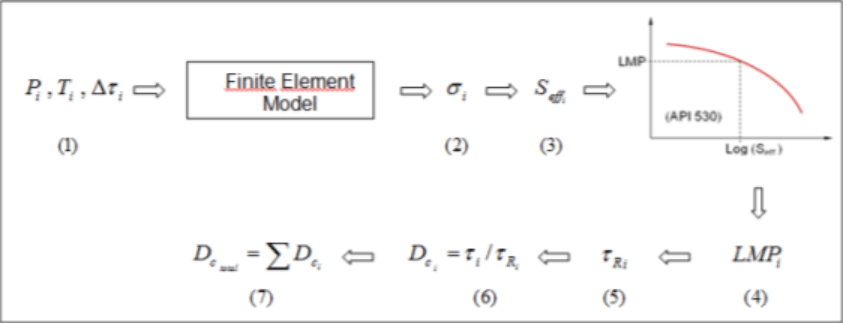
Para cada intervalo de tempo Δζi especificado deverá ser coletado o par temperatura/pressão (Pi, Ti) correspondente dos registros operacionais disponíveis.
Um modelo em elementos finitos pode ser utilizado para determinação da distribuição do relaxamento de tensões no componente, que depende de uma lei constitutiva não linear do comportamento do material, obtida de ajustes de curva de uma lei de fluência específica, como a Lei de Norton ou a Lei de Deformação-Endurecimento (Strain- Hardening Law).
Para cálculos preliminares (Fase 1), a análise não linear por elementos finitos pode ser substituída por cálculos analíticos, onde o relaxamento de tensões é obtido por um método de engenharia reversa, baseado nas fórmulas descritas no Código EN 12952-3, antigo TRD.
Se os dados operacionais disponíveis compreendem um intervalo de tempo razoável, por exemplo um ano, esses podem ser utilizados diretamente no modelo, do qual o histórico de tensões até a relaxação é obtido. Caso a quantidade de dados seja limitada, esses dados são convertidos em um histograma e utilizados aleatoriamente no modelo de determinação de tensões atuantes. Nas duas situações os cálculos não são realizados para o tempo total de operação, mas somente até a ocorrência da relaxação de tensões.
A distribuição de tensões determinada para cada condição de pressão e temperatura são convertidas na distribuição de tensões efetivas, que leva em consideração a existência de um estado multiaxial de tensões, e então relacionada com o Parâmetro de Larson Miller e a tensão, extraída do API 530, para a determinação do valor do LMP correspondente a cada condição de operação.
A partir do valor de LMP, o tempo até a ruptura na condição de operação especificada é obtido, e o incremento de dano à fluência correspondente é determinado. O dano à fluência total é determinado pela lei de Robinson, que soma os incrementos de dano correspondentes a todas as condições de operação.
Especificamente para painéis de superaquecedores que operam em regime de fluência, a abordagem do ISQ para determinação da fração de vida consumida e vida útil remanescente dos tubos utiliza um script que leva em consideração a evolução da temperatura do material em função da lei de crescimento da camada de óxido interna, dimensão atual dos tubos (diâmetro e espessura), assim como o aumento da tensão atuante em função da perda de espessura. As propriedades de fluência são obtidas de banco de dados padronizado ou de ensaios de fluência acelerada, quando amostras de tubos são removidas de uma região mais deteriorada do componente.
Nesse caso, o Parâmetro de Larson-Miller (LMP) ou Parâmetro de Manson-Haferd (MHP), o que descrever melhor o comportamento do material, são correlacionados com o a evolução da temperatura do metal e tensão atuante durante a operação, de modo a computar a fração de vida consumida dado o tempo de operação do componente.
A utilização do LMP com o método de tensões atuantes para avaliação de dano a fadiga pode eventualmente fornecer resultados não conservativos se somente as tensões de relaxamento completo forem utilizadas. Isso ocorre principalmente se forem verificadas elevadas tensões compressivas e deformações plásticas associadas na parede interna do componente durante start-ups. Caso essa situação ocorra, tensões residuais de tração são desenvolvidas quando as condições de regime permanente operacional são atingidas e verifica-se uma redução significativa do gradiente térmico ao longo da espessura do componente. Essas tensões residuais irão relaxar por fluência em operação, promovendo deformações por fluência adicionais e, portanto, aumentando o dano.
Com o objetivo de considerar esse efeito, um modelo em elementos finitos deve considerar tanto a fluência quanto a plasticidade, e um ou mais start-ups típicos devem ser modelados. Isso irá permitir a determinação da fluência incremental decorrente do start-up, que deverá ser somada à deformação por fluência acumulada em condições de operação em regime permanente.
O dano por fluência pode ser obtido da deformação por fluência total, com a utilização da abordagem de Rabotnov-Kachanov (também conhecido como modelo de Kane), onde εr é a constante de Monkman-Grant e Λ= εr / εs.

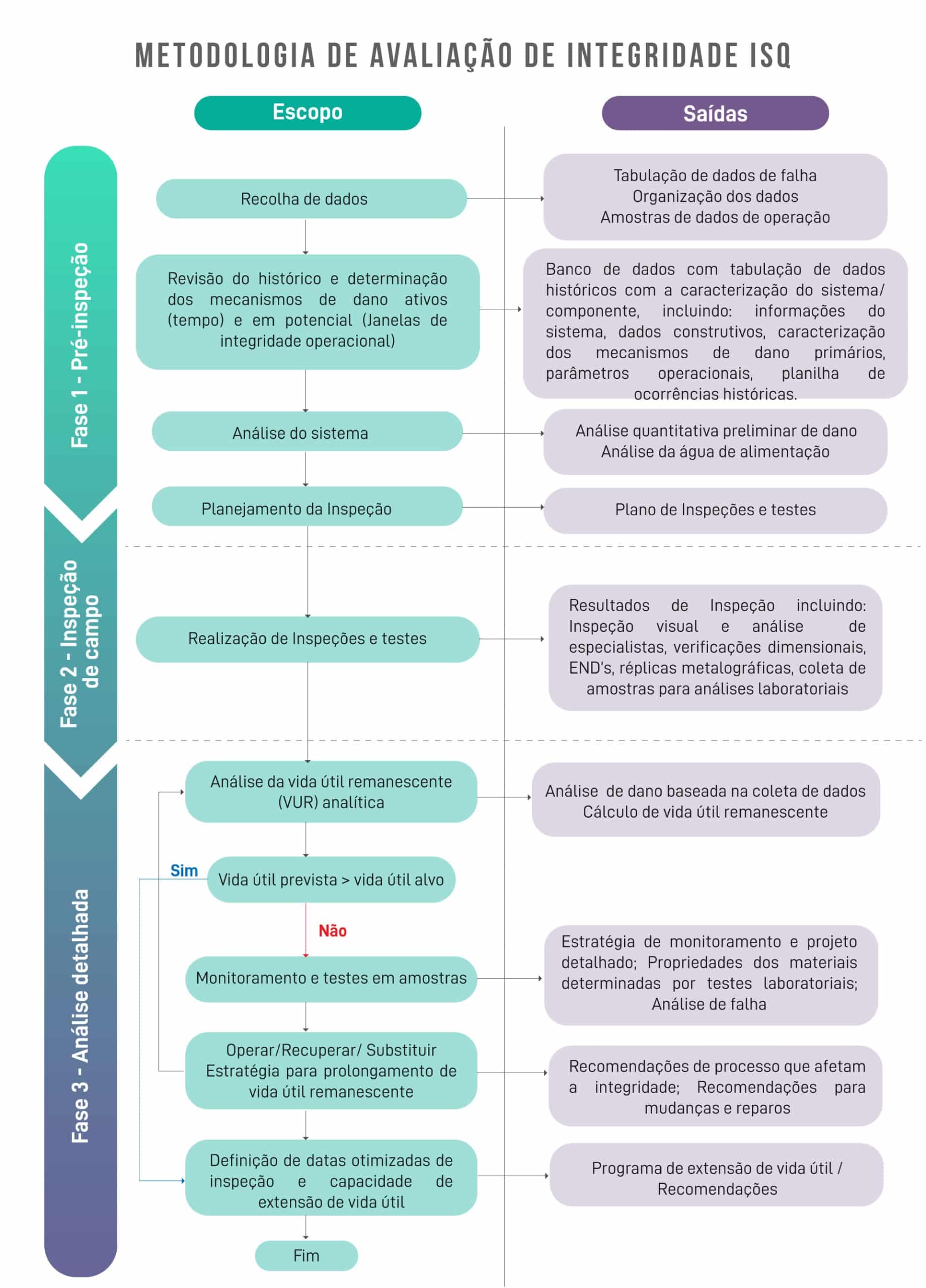
A abordagem típica para Avaliação de Integridade e Vida Útil Remanescente para Caldeiras pode ser resumida no framework abaixo:

O ISQ pode apoiar a decisão dos clientes em todas as fases do ciclo de vida de caldeiras. Particularmente em relação à Análise de Integridade e Vida Útil Remanescente, o ISQ auxilia seus clientes no desenvolvimento de programas, estratégias, procedimentos de inspeção, planos de inspeções e testes e planejamento de paradas. Toda essa oferta de serviços é amparada por inspetores certificados internacionalmente (IIW, API), por uma equipe multidisciplinar de engenharia para análises FFS, cálculos de vida consumida e definição de estratégias de reparo, amparados por um vasto parque tecnológico de ensaios não destrutivos avançados, comprovados pelas centenas de projetos desenvolvidos no Brasil e no exterior, ao longo dos 57 anos do grupo ISQ.
Para mais informações entre em contato com o nosso time de especialistas.







